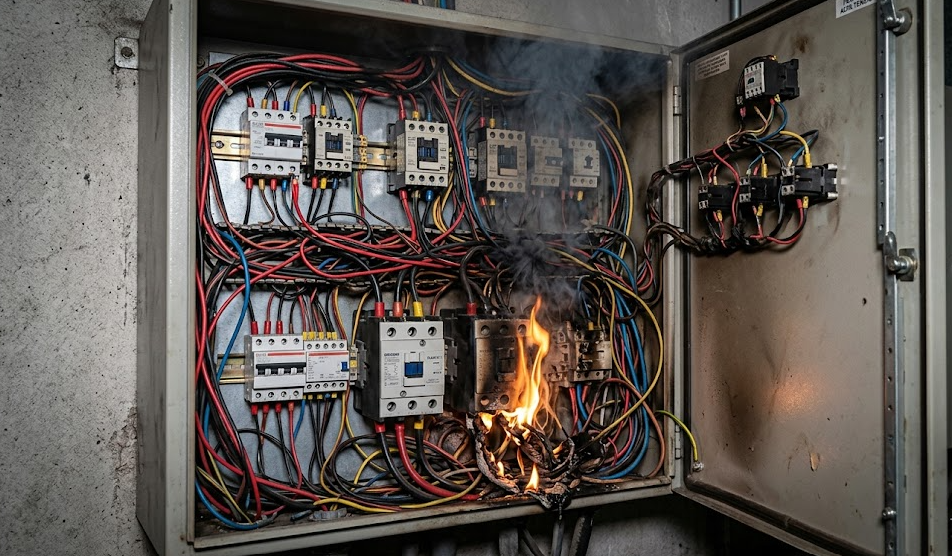
Muchos jefes de mantenimiento coincidirán conmigo en que un porcentaje importante de las paradas no planificadas tienen su origen en los cuadros eléctricos. No en la maquinaria, no en la mecánica. En el cuadro!!!
Un cuadro eléctrico industrial es el corazón del sistema de distribución de potencia. Es el punto donde convergen la energía, la señal y el control. Y sin embargo, en muchas plantas sigue siendo el gran olvidado del mantenimiento preventivo: se le abre la puerta cuando ya ha fallado.
«Un cuadro eléctrico que no se mantiene no es una bomba de relojería. Es una bomba sin reloj, puede explotarte el problema en cualquier momento.
Y para evitar esto, estos 10 principios esenciales:
1.Seguridad antes que nada: LOTO sin excepción
Ningún trabajo en un cuadro eléctrico comienza sin aplicar el protocolo de Lockout/Tagout. Verificación de ausencia de tensión con equipo homologado, señalización de la zona y comunicación al equipo. Este punto no es negociable, no importa la urgencia ni la presión de producción.
2.Plan de Mantemiento Preventivo Estructurado.
Sin un plan, el mantenimiento es reacción pura. El programa debe definir frecuencias claras: revisión visual mensual, inspección técnica semestral y mantenimiento completo anual. Cada frecuencia lleva asociada una lista de verificación. Lo que no está escrito, no se hace.
3.Limpieza sistmática: el enemigo invisible.
El polvo conductor, la humedad y los residuos orgánicos son los principales vectores de fallo en cuadros de baja tensión. Aspiradores específicos y aire seco filtrado; nunca aire comprimido convencional. Un cuadro limpio es un cuadro que habla: las anomalías son visibles a simple vista.
4.Termografías.
La termografía es la técnica predictiva con mayor retorno de inversión en cuadros eléctricos. Detecta puntos calientes en conexiones, barras y protecciones antes de que provoquen un fallo. Debe realizarse con el cuadro al 70-80% de carga como mínimo, y al menos una vez al año. Los resultados deben compararse con la imagen de referencia histórica.
5.Verificación y apriete de conexiones.
Las conexiones flojas son estadísticamente la causa número uno de incendios en instalaciones eléctricas industriales. Los ciclos térmicos dilatan y contraen los conductores repetidamente, aflojando los terminales de forma progresiva. Cada mantenimiento completo incluye el repaso del par de apriete según las especificaciones del fabricante.
6.Prueba funcional de todos los dispositivos de protección.
Un interruptor diferencial que no dispara no protege a nadie; simplemente da una falsa sensación de seguridad. Todos los interruptores automáticos, diferenciales, fusibles y relés de protección deben ser sometidos a pruebas funcionales periódicas. Los que no superen la prueba, se sustituyen. Sin debate.
7.Control de ventilación y temperatura interior.
La temperatura es el factor de envejecimiento más crítico en electrónica de potencia y componentes de maniobra. Filtros obstruidos, ventiladores degradados o rejillas tapadas elevan la temperatura interior y acortan drásticamente la vida útil de los equipos. Instalar sondas de temperatura con alarma es una inversión menor con un retorno enorme.
8.Revisión de la puesta a tierra.
La tierra es la última línea de defensa de la instalación. Una resistencia de tierra fuera de límites o una continuidad de PE deficiente invalida todas las protecciones diferenciales. Medir periódicamente con un telurómetro y verificar la continuidad de todos los conductores de protección, incluidas las masas de los cuadros.
9.Documentación tras cada intervención.
El historial de un cuadro eléctrico es su ficha médica. Sin él, cada intervención parte de cero. Registrar fecha, técnico, trabajos realizados, mediciones obtenidas, componentes sustituidos e incidencias observadas. Los patrones de fallo solo se identifican con datos históricos. Lo que no se registra, no existe para el análisis.
10.Personal cualificado y formación continua.
Solo personal con formación específica en riesgo eléctrico y la habilitación correspondiente (trabajador autorizado o cualificado según RD 614/2001) debe intervenir en cuadros de BT o MT. La habilitación no es vitalicia: requiere actualización ante cambios normativos, de instalación o de procedimientos. Un equipo formado es el activo más valioso del departamento.
En el mundo de la gestión empresarial, los mandos intermedios suelen ser la pieza clave que mantiene en marcha el motor de la organización. Su papel es aún más crítico en entornos industriales exigentes, como las fábricas, donde la presión por la eficiencia, la seguridad y la calidad es constante.
Son el puente entre la dirección y los operarios, asegurando que la estrategia empresarial se traduzca en acciones concretas en el día a día.
El Rol Fundamental de los Mandos Intermedios
Los mandos intermedios, como supervisores o jefes de equipo, desempeñan un papel multifacético en la gestión de la producción y del personal. Su responsabilidad va más allá de la simple supervisión. Su influencia impacta directamente en la productividad, el clima laboral y el cumplimiento de objetivos estratégicos.
GARANTIZAN LA EJECUCIÓN DE LA ESTRATEGIA: La alta dirección define la visión y los objetivos de la empresa, pero son los mandos intermedios quienes los traducen en planes de acción concretos y realistas. En un entorno industrial, esto implica coordinar cuidadosamente los recursos disponibles, establecer prioridades claras y asegurar que los procesos de producción fluyan sin interrupciones para maximizar la eficiencia y minimizar los costos. Trabajar en estrecha colaboración con los equipos operativos también es fundamental para detectar posibles obstáculos y adaptarse a los cambios del mercado de manera ágil y efectiva.
GESTIÓN DEL EQUIPO Y MOTIVACIÓN: En una fábrica, los operarios trabajan en turnos largos, en condiciones que pueden ser demandantes tanto física como mentalmente. Un mando intermedio eficaz sabe cómo motivar a su equipo, reconocer el esfuerzo y resolver conflictos de manera ágil, generando un ambiente de trabajo productivo y positivo.
GARANTIZAN EL CUMPLIMIENTO DE LAS NORMAS DE SEGURIDAD Y CALIDAD: La seguridad en el trabajo y el cumplimiento de estándares de calidad no son negociables en la industria. Se encargan de que los procedimientos se cumplan rigurosamente, reduciendo el riesgo de accidentes y asegurando que el producto final cumpla con los requisitos exigidos.
SON FACILITADORES DEL CAMBIO Y LA MEJORA CONTINUA: En la industria, la mejora continua es clave para mantener la competitividad. Los mandos intermedios son quienes detectan oportunidades de optimización en los procesos y promueven iniciativas de innovación, asegurándose de que los cambios se implementen de manera efectiva.
MANEJO DE CRISIS Y RESOLUCIÓN DE PROBLEMAS: Desde fallos en la maquinaria hasta problemas con el personal, los mandos intermedios deben tener una gran capacidad de respuesta. Su rapidez para identificar y solucionar problemas evita costosos tiempos de inactividad y mantiene la producción en marcha.
CLAVES PARA POTENCIAR EL LIDERAZGO DE LOS MANDOS INTERMEDIOS
Para que los mandos intermedios desempeñen su papel de manera óptima, es fundamental invertir en su desarrollo y darles las herramientas necesarias para liderar con éxito. Algunas estrategias clave incluyen:
Formación en liderazgo y gestión de equipos: No basta con ser un buen técnico, este tipo de perfiles deben desarrollar muy buenas habilidades de comunicación, resolución de conflictos y motivación.
Empoderamiento y autonomía: Brindarles la confianza y la autoridad para tomar decisiones clave en su área de responsabilidad.
Uso de tecnología y herramientas de gestión: Digitalizar procesos y proporcionar acceso a herramientas de análisis y planificación es ucrítico en la mejora de su eficiencia y toma de decisiones.
Cultura de reconocimiento: Valorar su trabajo y darles visibilidad dentro de la empresa fortalece su compromiso y los motiva a desempeñarse mejor.
CONCLUSIÓN
Los mandos intermedios son el eslabón fundamental que convierte la estrategia en acción dentro de los entornos industriales.
Su impacto en la productividad, seguridad y clima laboral es innegable. Invertir en su desarrollo y darles el reconocimiento que merecen no solo mejora el rendimiento de la empresa, sino que también fortalece su sostenibilidad a largo plazo.
Aunque muchos no lo admitan, la mayoría de los jefes de mantenimiento tenemos pesadillas con los armónicos de nuestras instalaciones. Es algo que tenemos muy presente, pero que en muchos casos no es díficil de solucionar por completo, teniendo en cuenta de que, si tu instalación es antigua, las actuaciones a realizar suelen ser complejas además de que no son baratas… Se trata de un tema en muchos casos complicado de explicar a tu jefe, a tu cliente o a cualquiera que no haya sufrido antes las consecuencias.
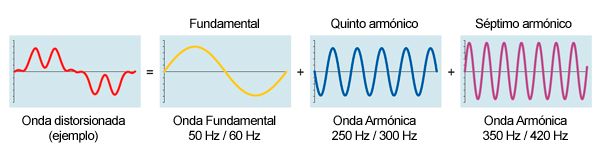
Si intentamos definir qué son los armónicos podríamos decir que se trata de una distorsión o malformación de la corriente eléctrica generada por ciertos equipos electrónicos porque no nos están consumiendo según una onda senoidal «normal» sino que dicha onda está desviada. ¿Cuánto? Pues dependerá de los equipos que tengamos en la línea, si son variadore de motores, fuentes de alimentación, SAIs, convertidores de potencia…
Más técnicamente, podríamos decir que cuando una carga eléctrica se alimenta de una fuente alterna, absorbe corriente. Si la corriente absorbida es también sinusoidal, la carga es lineal, pudiendo estar en fase con la tensión (carga resistiva), adelantada (carga capacitiva) o retrasada (carga inductiva).
Hay también otros tipos de carga en los que la corriente absorbida puede no ser sinusoidal, por lo que tendrá un cierto contenido de distorsión en armónicos. Hablamos de cargas no lineales. Un ejemplo muy común, son los rectificadores, en los que se usan diodos y tiristores para convertir la corriente alterna en continua. Estos los encontramos en la parte de potencia de los variadores de velocidad.
Lo que sí debemos tener claro es cómo los armónicos pueden afectar a nuestra instalación generando disparos intempestivos de interruptores y diferenciales, sobrecalentamiento en los aislamientos de conductores, disminución del factor de potencia y deterioro de las baterías de condensadores (debido a la resonancia/ amplificación). Ni que decir tiene que esos mismos equipos electrónicos que generan los armónicos también sufren sus consecuencias, así que no te sorprendas si un variador muere súbitamente un día sin una razón aparente. Otro punto importantísimo es la comunicación de datos. Puede sucederte que una avería que das por cerrada cuando sustituyes un cable de red, que a priori hayas visto algo dudoso, pueda volver a sorprenderte al poco tiempo porque lo que realmente hay detrás son armónicos.
¿Y qué hacemos para librarnos de estos problemas?
En el mercado hay multitud de soluciones, no obstante, algunas posibles soluciones «generales» son las enumeradas a continuación.
Sobredimensionamiento de conductores. Uso de un neutro para cada fase.
Utilización de transformadores de aislamiento de estrella-triángulo, con secundario en zig-zag o con doble secundario.
Filtros pasivos como las impedancias antiarmónicas o los shunt resonantes, formados por elementos pasivos como inductancias y condensadores. Filtros activos y convertidores “limpios”.
Separación de los elementos no lineales de las cargas «limpias” en una instalación eléctrica. Si no lo podemos hacer, al menos distribuyendo los armónicos. No deben conectarse todos los equipos perturbadores sobre una misma salida de la distribución. Interrelacionando cargas lineales y no lineales, la distorsión de la tensión puede ser reducida.
Utilización de diferenciales superinmunizados.
Incorporando inductancias de choque a los rectificadores. Si equipamos los rectificadores con filtros de choque, la corriente de entrada será una onda semi-cuadrada. Algunos variadores de velocidad importados no incorporan filtros de choque de forma estándar, por lo que la producción de armónicos es muy elevada. Si no instalamos una inductancia de choque en el bus de continua, se deben añadir en la parte de alterna
Si se quiere ampliar información, Fluke dispone en su web de un artículo breve pero muy interesante sobre este tema: Fluke – Troubleshooting power harmonics
Today, bearings are used in almost every imaginable application and in a factory I think they are one of the most essential element to focus and ensure the reability of your machines.
The most important reasons why they fall are, briefly:
LUBRICATION FAILURE
More than 90% of bearing failures are caused by improper lubrication (insufficient lubrication, use of improper lubricants or excessive temperatures that degrade the lubricant)
It’s very important to look for discolored rolling elements (diferents tones of brown) and rolling-element tracks as well as overheating or excessive wear in the bearing.
And PLEASE, use the appropriate type and correct amount of lubricant, avoid grease loss, and follow appropriate relubrication intervals. Take care also with the contamination of the lubricants and the corrosion.
IMPROPER MOUNTING
In most instances, bearings should be mounted with an especific press fit on the rotating ring.
A number of conditions can cause cracked rings, denting, wear, high operating temperatures, early fatigue of bearings. These include mounting bearings on shafts by applying pressure or blows to the outer race, mounting bearings into a housing by pressing on the inner ring, loose shaft fits, loose housing fits, excessively tight fits, out-of-round housings and a poor finish on the bearing seat.
The way to solve this is follow proper mounting instructions and provide training to ensure all employees understand the difference between a properly and improperly installed mounting.
I usually follow this checklist from SKF supplier:
1º Work only with clean tools, clean hands and clean surroundings to avoid damage to the bearing.
2º Shaft seat and housing bore should be clean, smooth, with the correct dimensions.
3º Leave bearings in the package until ready for assembly. Do not wash off the lubricant covering them.
4º Lubricate the race being press-fit, and shaft or housing seat on which it will sit.
5º Start the bearing on the shaft with the rounded corner of the race going on first.
6º Apply even, driving pressure directly only to the race being press-fit. Be sure that pressure is straight and square.
7º Never hammer directly on races or rollers. Do not use a wooden or soft metal mallet, as chips or splinters may enter the bearing.
8º Use smart, quick taps rather than heavy ones.
9º Be sure all driving accessories and fixtures have straight, square ends.
10º Drive races solidly up against the shoulder of the shaft and housing.
11º Pre-lube bearing prior to installation.
In next posts, we continue talking about the reason why bearings fail.
Nevertheless, if you want to know more about bearings, perhaps you would like to read these guides. For me, they’s been very useful.
¿Alguna vez se ha preguntado cuánto realmente gasta su fábrica en mantenimiento?
Muchas empresas aún no lo saben y eso supone una desventaja competitiva respecto a su competencia.
La realidad es que la actividad de mantenimiento ha sido desde siempre ignorada. Por tanto, muchas fábricas ni miden, ni analizan y por tanto no pueden reducir e intentar eliminar las posibles pérdidas que puedan tener en esa actividad.
El coste del mantenimiento de nuestros equipos puede ser mucho mayor de lo que pensamos. Mantener los equipos consume tiempo, mano de obra, materiales, herramientas, instalaciones… pero realmente los mayores costes de mantenimiento se producen cuando la producción se para por un problema de mantenimiento y al no estar previsto, se necesitan más recursos y materiales para corregir el problema.
Todos sabemos que planificar con antelación es la mejor estrategia para la prevención de mantenimiento correctivo. Pero muchas veces esta planificación es complicada. Existen empresas que, a pesar de los riesgos, prefieren el mantenimiento correctivo. Prefieren esperar hasta que algo se rompe antes de repararlo. Puede ser una estrategia aceptable en algún caso concreto, pero casi siempre cuesta mucho más que otro tipo de mantenimiento.
Volviendo al desglose de los costes asociados al mantenimiento, algunos de los más importantes son:
Mano de Obra: Incluye fuerza propia y contratada.
Materiales: Consumibles y Componentes de Reposición.
Equipos: Equipos empleados en forma directa en la ejecución de la actividad de mantenimiento.
Costes Indirectos: Artículos del personal soporte (supervisorio, gerencial y administrativo) y equipos suplementarios para garantizar la logística de ejecución (transporte, comunicación, facilidades).
Tiempo de Indisponibilidad Operacional: Cualquier ingreso perdido por ausencia de producción o penalizaciones por riesgo mientras se realiza el trabajo de mantenimiento.
En las siguientes gráficas se puede observar los costos en función del tipo de mantenimiento :
Repito una entrada anterior a petición de algunos lectores. En breve nueva entrada con actualización al respecto.
Mantener una máquina parada mientras haya personas en zonas peligrosas es uno de los aspectos más importantes a considerar en el diseño de una máquina.
La elevada automatización de las máquinas que actualmente se comercializan ha hecho que los prevencionistas (y diseñadores) deban prestar más atención a la potencialidad de la puesta en marcha intempestiva de una máquina ya sea por error técnico y en muchos casos, por error humano. Por eso es uno de los riesgos que deben considerarse en la evaluación de riesgos correspondiente.
Pero, comencemos por el principio:
¿Qué es una puesta en marcha intempestiva?
Es cualquier puesta en marcha debida a :
una orden de puesta en marcha como resultado de una fallo interno de un sistema de mando o de una influencia externa sobre dicho sistema
una orden de puesta en marcha generada por una acción humana inoportuna sobre un órgano de accionamiento de puesta en marcha o sobre otros elementos de la máquina como por ejemplo, un detector o un elemento de mando del circuito de potencia.
el restablecimiento de la alimentación de energía después de una interrupción.
influencias externas / internas (gravedad, viento, autoencendido en los motores de combuestión interna…) sobre elementos de la máquina.
¿Cómo debemos proteger al trabajador en estos casos? ¿Qué modificaciones técnicas tengo que aplicar a la máquina para evitar estos arranques?
Una de las soluciones más usada en la industria es la consignación de equipos o LO-TO (Lock Out – Tag Out). Se trata de una medida en la que el trabajador utiliza unos dispositivos especialmente diseñados para bloquear los elementos de accionamiento de los equipos. El bloqueo se materializa cuando el trabajador canda el dispositivo con un candado cuyo control será único y exclusivo de él. Ningún otro trabajador podrá desbloquear el equipo.
Además de esta medida, hay otras medidas, distintas de la consignación, que también habría considerar, como son los enclavamientos asociados al sistema de mando.
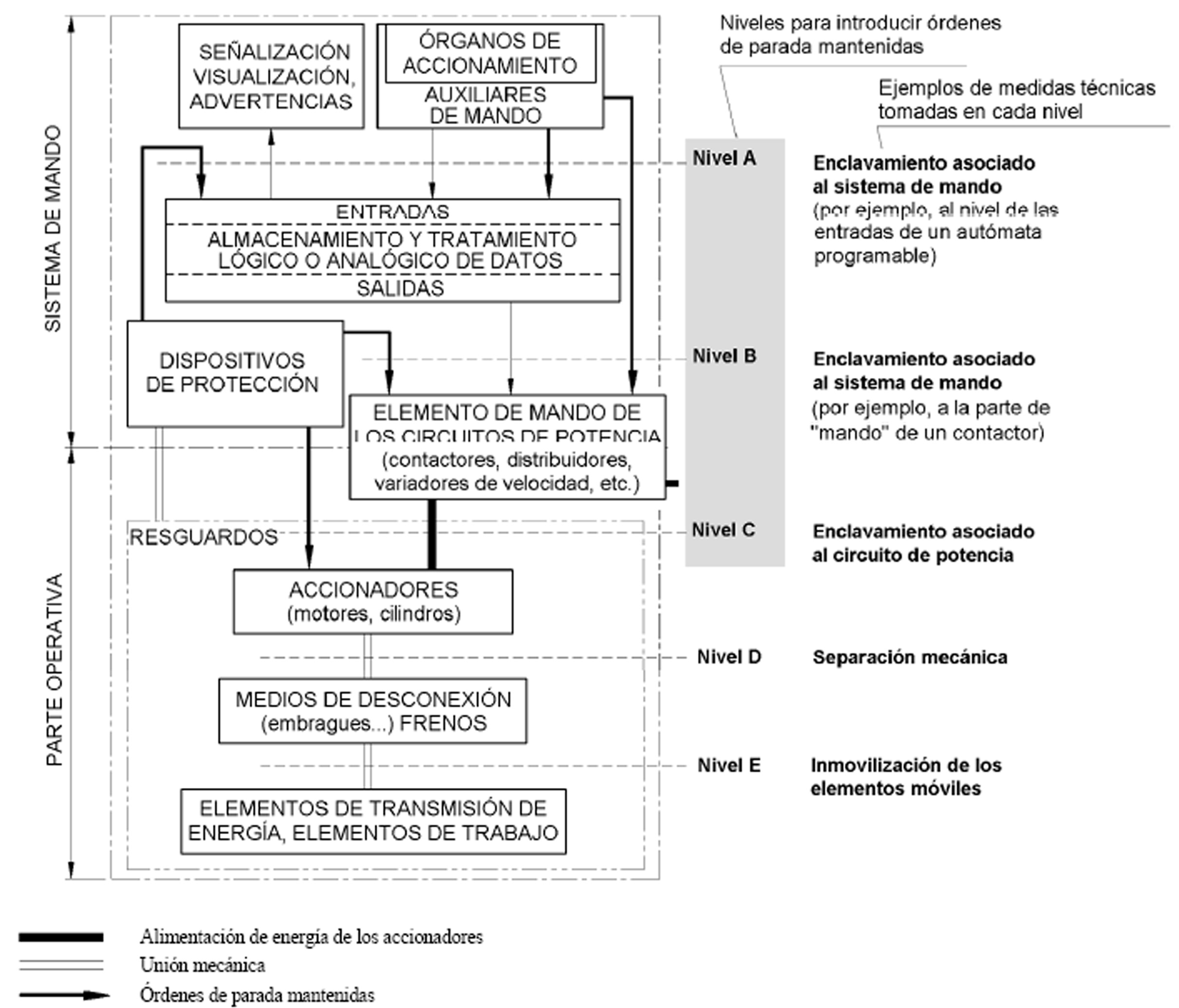
En diferentes niveles de la máquina se introducen, separadamente o combinadas, órdenes de parada mantenidas. Estas órdenes de parada pueden ser generadas por dispositivos que ordenan la parada o por dispositivos de protección. Además de las órdenes de parada mantenidas, o en lugar de ellas, se puede utilizar una separación mecánica o la inmovilización de las partes móviles.
Si nos fijamos en el esquema siguiente, una orden accidental de puesta en marcha no sucederá si es generada por un componente de la máquina situado por encima del nivel A, B o C en el que se ha introducido la orden de parada mantenida, o si se ha aplicado una separación mecánica de nivel D o una inmovilización de las partes móviles de nivel E.
Para mayor información, consultar la norma UNE-EN 1037:1995 +A1:2008 Seguridad en Máquinas: «Prevención de una Puesta en Marcha Intempestiva»
La gestión del mantenimiento en una industria es una de las tareas más complejas que podemos tener. Independientemente de si se trata de mantenimiento correctivo o preventivo (o incluso predictivo) juegas con muchas variables: la presión de la producción, los costes, el tiempo, el personal de mantenimiento, los proveedores…
Después de leer varios libros de mantenimiento, la mayoría llega a la misma conclusión:
Calidad = Máxima disponibilidad al mínimo coste
Pero realmente,¿qué significa esto?
Significa muchas cosas. Podemos traducirlo en muchas cosas, como por ejemplo:
Que dispongamos de mano de obra en la cantidad suficiente y con el nivel de organización necesario.
Que la mano de obra esté suficientemente cualificada para acometer las tareas que sea necesario llevar a cabo
Que el rendimiento de dicha mano de obra sea lo más alto posible.
Que dispongamos de los útiles y herramientas más adecuadas para los equipos que hay que atender.
Que los materiales que se empleen en mantenimiento cumplan los requisitos necesarios.
Que el dinero gastado en materiales y repuestos sea el más bajo posible.
Que se disponga de los métodos de trabajo más adecuados para acometer las tareas de mantenimiento.
Que las reparaciones que se efectúen sean fiables, es decir, no vuelvan a producirse en un largo periodo de tiempo.
Que las paradas que se produzcan en los equipos como consecuencia de averías o intervenciones programadas no afecten al Plan de Producción, y por tanto, no afecten a nuestros clientes (externos o internos)
Que dispongamos de información útil y fiable sobre la evolución del mantenimiento que nos permita tomar decisiones
En enero del próximo año muchos tendrán la oportunidad de asistir a la 1ª feria dedicada exclusivamente a la Industria 4.0 que se celebrará del 18 al 20 de enero en Tokio.
Se trata, sin lugar a dudas, de una ocasión inigualable para conocer mucho más acerca de este nuevo concepto. La industria 4.0 fue definido por primera vez en 2011 en Hanover para describir a la fábrica inteligente del futuro, una visión de la fabricación informatizada con todos los procesos interconectados por Internet de las Cosas ( IOT ).
Pero este concepto conlleva muchos más significados. Los primeros avances en este ámbito han implicado no sólo la incorporación de una mayor automatización y digitalización en las industrias sino también una mayor flexibilidad e individualización de los procesos de fabricación.
A través de multitud de conferencias programadas para este evento, empresas como Mitsubishi Electric, Fanuc, Kawasaki, entre otras podrán dar a conocer a los visitantes sus avances en este ámbito.
Conferencias a destacar :
«e-F@ctory» is the Platform that Supports Smart Factory (Mitsubishi Electric Corp.)
Production Innovation Applying ICT and IoT in Kawasaki Heavy Industries (Kawasaki Heavy Industries, Ltd)
The Latest Concept and Solution Examples for Cybersecurity on Smart Factory (McAfee Co, Ltd)
Digital Manufacturing Transformation –Disrupt or be Disrupted– (Cisco Systems, Inc.)
El Reglamento de Instalaciones Térmicas en los Edificios (RITE), establece las exigencias de eficiencia energética y seguridad que deben cumplir las instalaciones térmicas en los edificios para atender la demanda de bienestar e higiene de las personas tanto en las fases de diseño, dimensionado y montaje, como durante su uso y mantenimiento.
Pero, ¿qué instalaciones térmicas tendré que considerar?
Se tendrán en cuenta todas aquellas instalaciones fijas de climatización (ventilación, refrigeración y calefacción) y de producción de agua calientepara usos sanitarios, destinadas a atender la demanda de bienestar e higiene de las personas en cualquier tipo de edificio, incluso edificios de uso industrial.
Las exigencias básicas que pretende este reglamento son, entre otras:
Lograr el bienestar térmico de los usuarios.
Delimitar los espacios de un edificio y su uso.
Diseñar instalaciones saludables.
Mantener la calidad del aire (y controlar las emisiones al medio ambiente)
Recuperar energía (sostenibilidad)
El documento está organizado en 2 partes bien diferenciadas. En la primera, se tratan temas generales, como por ejemplo, las condiciones administrativas de las instalación, los requisitos de las empresas instaladoras, etc.
Sin embargo, en la segunda parte ya se definen temas más técnicos. Se plantean 4 Instrucciones Técnicas (Diseño y Dimensionado; Montaje; Mantenimiento y Uso; Inspección)