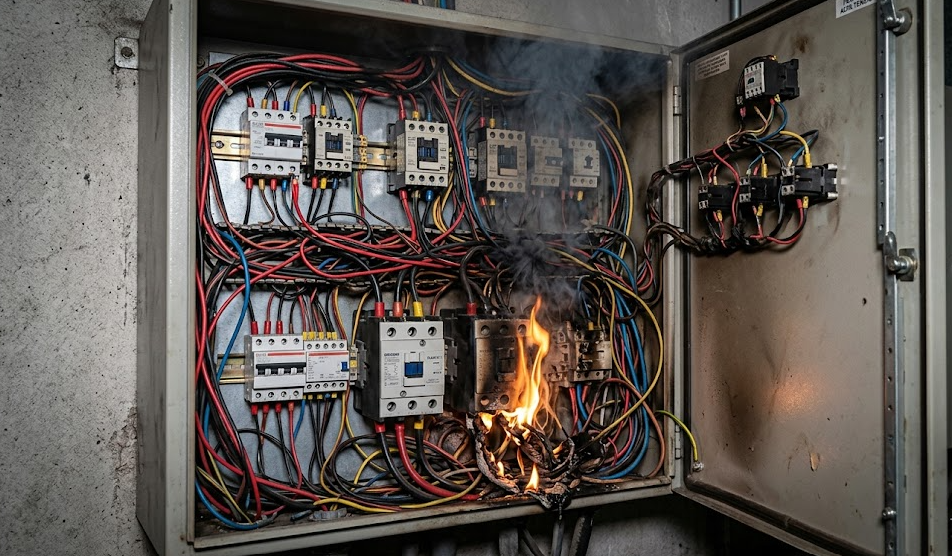
Muchos jefes de mantenimiento coincidirán conmigo en que un porcentaje importante de las paradas no planificadas tienen su origen en los cuadros eléctricos. No en la maquinaria, no en la mecánica. En el cuadro!!!
Un cuadro eléctrico industrial es el corazón del sistema de distribución de potencia. Es el punto donde convergen la energía, la señal y el control. Y sin embargo, en muchas plantas sigue siendo el gran olvidado del mantenimiento preventivo: se le abre la puerta cuando ya ha fallado.
«Un cuadro eléctrico que no se mantiene no es una bomba de relojería. Es una bomba sin reloj, puede explotarte el problema en cualquier momento.
Y para evitar esto, estos 10 principios esenciales:
1.Seguridad antes que nada: LOTO sin excepción
Ningún trabajo en un cuadro eléctrico comienza sin aplicar el protocolo de Lockout/Tagout. Verificación de ausencia de tensión con equipo homologado, señalización de la zona y comunicación al equipo. Este punto no es negociable, no importa la urgencia ni la presión de producción.
2.Plan de Mantemiento Preventivo Estructurado.
Sin un plan, el mantenimiento es reacción pura. El programa debe definir frecuencias claras: revisión visual mensual, inspección técnica semestral y mantenimiento completo anual. Cada frecuencia lleva asociada una lista de verificación. Lo que no está escrito, no se hace.
3.Limpieza sistmática: el enemigo invisible.
El polvo conductor, la humedad y los residuos orgánicos son los principales vectores de fallo en cuadros de baja tensión. Aspiradores específicos y aire seco filtrado; nunca aire comprimido convencional. Un cuadro limpio es un cuadro que habla: las anomalías son visibles a simple vista.
4.Termografías.
La termografía es la técnica predictiva con mayor retorno de inversión en cuadros eléctricos. Detecta puntos calientes en conexiones, barras y protecciones antes de que provoquen un fallo. Debe realizarse con el cuadro al 70-80% de carga como mínimo, y al menos una vez al año. Los resultados deben compararse con la imagen de referencia histórica.
5.Verificación y apriete de conexiones.
Las conexiones flojas son estadísticamente la causa número uno de incendios en instalaciones eléctricas industriales. Los ciclos térmicos dilatan y contraen los conductores repetidamente, aflojando los terminales de forma progresiva. Cada mantenimiento completo incluye el repaso del par de apriete según las especificaciones del fabricante.
6.Prueba funcional de todos los dispositivos de protección.
Un interruptor diferencial que no dispara no protege a nadie; simplemente da una falsa sensación de seguridad. Todos los interruptores automáticos, diferenciales, fusibles y relés de protección deben ser sometidos a pruebas funcionales periódicas. Los que no superen la prueba, se sustituyen. Sin debate.
7.Control de ventilación y temperatura interior.
La temperatura es el factor de envejecimiento más crítico en electrónica de potencia y componentes de maniobra. Filtros obstruidos, ventiladores degradados o rejillas tapadas elevan la temperatura interior y acortan drásticamente la vida útil de los equipos. Instalar sondas de temperatura con alarma es una inversión menor con un retorno enorme.
8.Revisión de la puesta a tierra.
La tierra es la última línea de defensa de la instalación. Una resistencia de tierra fuera de límites o una continuidad de PE deficiente invalida todas las protecciones diferenciales. Medir periódicamente con un telurómetro y verificar la continuidad de todos los conductores de protección, incluidas las masas de los cuadros.
9.Documentación tras cada intervención.
El historial de un cuadro eléctrico es su ficha médica. Sin él, cada intervención parte de cero. Registrar fecha, técnico, trabajos realizados, mediciones obtenidas, componentes sustituidos e incidencias observadas. Los patrones de fallo solo se identifican con datos históricos. Lo que no se registra, no existe para el análisis.
10.Personal cualificado y formación continua.
Solo personal con formación específica en riesgo eléctrico y la habilitación correspondiente (trabajador autorizado o cualificado según RD 614/2001) debe intervenir en cuadros de BT o MT. La habilitación no es vitalicia: requiere actualización ante cambios normativos, de instalación o de procedimientos. Un equipo formado es el activo más valioso del departamento.
Repito una entrada anterior a petición de algunos lectores. En breve nueva entrada con actualización al respecto.
Mantener una máquina parada mientras haya personas en zonas peligrosas es uno de los aspectos más importantes a considerar en el diseño de una máquina.
La elevada automatización de las máquinas que actualmente se comercializan ha hecho que los prevencionistas (y diseñadores) deban prestar más atención a la potencialidad de la puesta en marcha intempestiva de una máquina ya sea por error técnico y en muchos casos, por error humano. Por eso es uno de los riesgos que deben considerarse en la evaluación de riesgos correspondiente.
Pero, comencemos por el principio:
¿Qué es una puesta en marcha intempestiva?
Es cualquier puesta en marcha debida a :
una orden de puesta en marcha como resultado de una fallo interno de un sistema de mando o de una influencia externa sobre dicho sistema
una orden de puesta en marcha generada por una acción humana inoportuna sobre un órgano de accionamiento de puesta en marcha o sobre otros elementos de la máquina como por ejemplo, un detector o un elemento de mando del circuito de potencia.
el restablecimiento de la alimentación de energía después de una interrupción.
influencias externas / internas (gravedad, viento, autoencendido en los motores de combuestión interna…) sobre elementos de la máquina.
¿Cómo debemos proteger al trabajador en estos casos? ¿Qué modificaciones técnicas tengo que aplicar a la máquina para evitar estos arranques?
Una de las soluciones más usada en la industria es la consignación de equipos o LO-TO (Lock Out – Tag Out). Se trata de una medida en la que el trabajador utiliza unos dispositivos especialmente diseñados para bloquear los elementos de accionamiento de los equipos. El bloqueo se materializa cuando el trabajador canda el dispositivo con un candado cuyo control será único y exclusivo de él. Ningún otro trabajador podrá desbloquear el equipo.
Además de esta medida, hay otras medidas, distintas de la consignación, que también habría considerar, como son los enclavamientos asociados al sistema de mando.
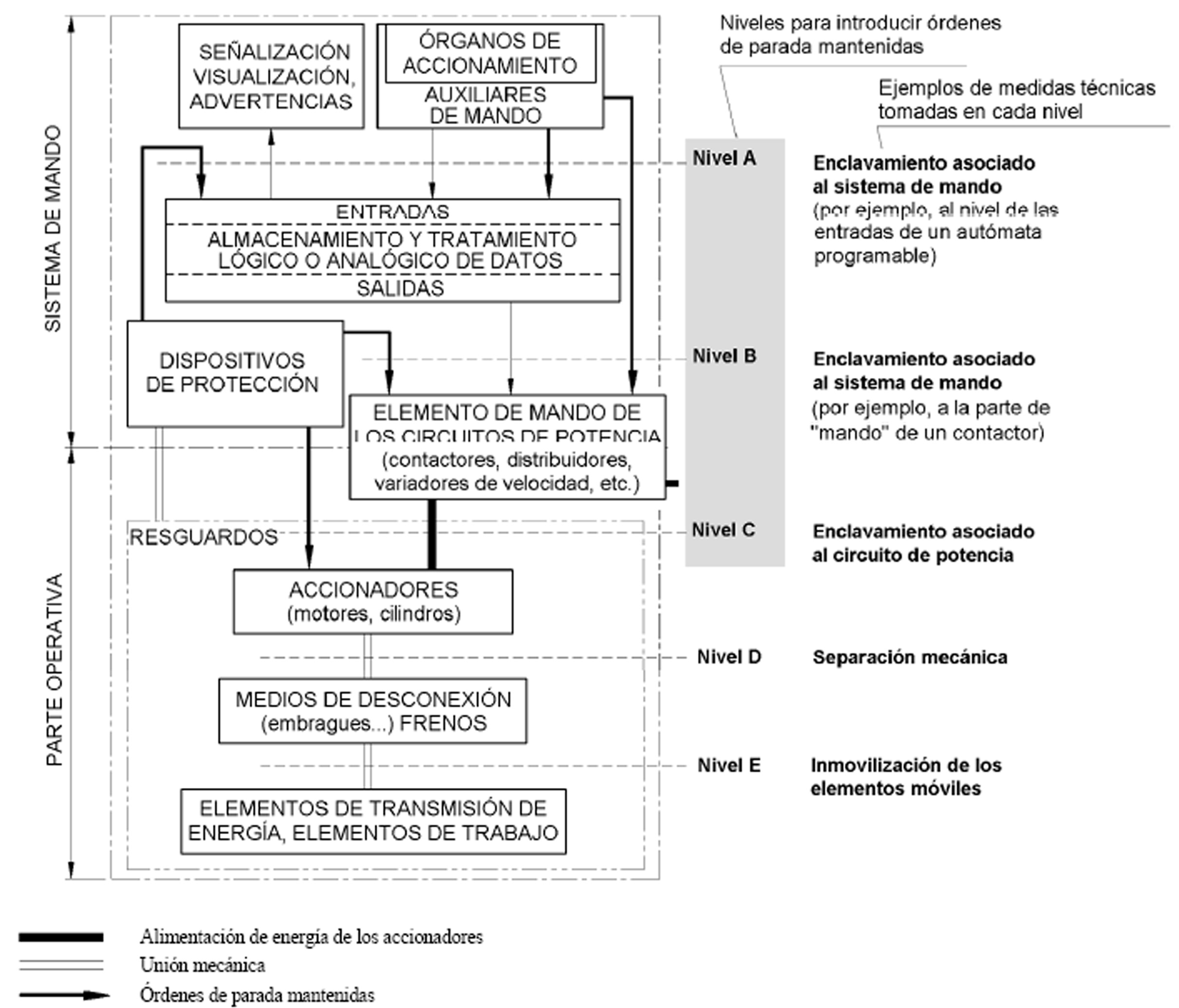
En diferentes niveles de la máquina se introducen, separadamente o combinadas, órdenes de parada mantenidas. Estas órdenes de parada pueden ser generadas por dispositivos que ordenan la parada o por dispositivos de protección. Además de las órdenes de parada mantenidas, o en lugar de ellas, se puede utilizar una separación mecánica o la inmovilización de las partes móviles.
Si nos fijamos en el esquema siguiente, una orden accidental de puesta en marcha no sucederá si es generada por un componente de la máquina situado por encima del nivel A, B o C en el que se ha introducido la orden de parada mantenida, o si se ha aplicado una separación mecánica de nivel D o una inmovilización de las partes móviles de nivel E.
Para mayor información, consultar la norma UNE-EN 1037:1995 +A1:2008 Seguridad en Máquinas: «Prevención de una Puesta en Marcha Intempestiva»
La verdad es que con el paso de los años el perfil de prevencionista ha cambiado considerablemente, aun- que, como tal, es un concepto «relativamente» novedoso y moderno.
La colaboración en la implantación y desarrollo de la política de seguridad y salud marcada por la dirección, participando en su definición, puesta en marcha y difusión, para garantizar unas buenas condiciones de trabajo.
La promoción de la aplicación de la normativa vigente en prevención de riesgos laborales asegurando la elaboración y actualización de normas internas, para su difusión y cumplimiento.
La gestión del aprovisionamiento, conservación y uso de equipos de protección individual siguiendo las pautas establecidas para asegurar que se dispone de ellos en el momento y lugar adecuados.
La coordinación de la elaboración del plan de emergencia interno y externo (cuando la actividad así lo requiera) asistiendo a las personas competentes para cumplir con la normativa existente al respecto.
La coordinación de las acciones de emergencia y primeros auxilios siguiendo el plan establecido y aplicando las técnicas correspondientes para garantizar la seguridad de los trabajadores de la empresa en caso de emergencias.
La comprobación del etiquetado, envasado y almacenamiento de los productos químicos siguiendo la normativa vigente aplicable a la actividad, para garantizar el uso seguro de productos químicos.
La gestión de la señalización de seguridad mediante la adquisición, instalación y revisión de las señales correspondientes para la identificación de los riesgos y las medidas preventivas existentes en la actividad.
¿Qué cualidades se necesitan para esto?
Personalmente creo que lo fundamental para un técnico de prevención es la capacidad de adaptación. El entorno de trabajo cambia muy rápidamente y hay que estar preparado para todo tipo de situaciones (zonas atex, espacios confinados…)
También es importante ser una persona que se cuestione constantemente el día a día, que busque la mejora continua en su trabajo, que investigue nuevas alternativas, nuevos métodos…
Pero sobre todo hay que ser una persona estusiasta con la vida, entusiasta con su trabajo, que realmente crea que es una gran labor la de velar por la seguridad de los trabajadores. Asegurarse de que vuelvan a casa sanos y salvo.
La Ley de Prevención de Riesgos Laborales en su art. 16.3 obliga al empresario a “investigar los hechos que hayan producido un daño para la salud en los trabajadores, a fin de detectar las causas de estos hechos”.
La ley sólo habla de investigar accidentes con consecuencias lesivas para los trabajadores, no obstante, es cierto que lo lógico es investigar todos los incidentes que pudieran afectar a la seguridad de los trabajadores. Me refiero sobre todo a aquellos que, aunque no se hayan materializado en accidente o primer auxilio, sí que en el caso de hacerlo tuvieran consecuencias en la seguridad de los trabajadores.
Pero ¿qué se considera «accidente de trabajo»?
La legislación española determina que un accidente de trabajo es toda lesión corporal que el trabajador/a sufra con ocasión o por consecuencia del trabajo que ejecute por cuenta ajena (art. 115 Ley General de la Seguridad Social (LGSS). Por lo tanto, para que un accidente tenga esta consideración es necesario:
Que el trabajador/a sufra una lesión corporal. Entendiendo por lesión todo daño
o detrimento corporal causado por una herida, golpe o enfermedad. Se asimilan a la lesión corporal las secuelas o enfermedades psíquicas o psicológicas.
Que ejecute una labor por cuenta ajena.
Que el accidente sea con ocasión o por consecuencia del trabajo, es decir, que exista una relación de causalidad directa trabajo-lesión.
¿Qué accidentes no tienen la consideración de Accidentes de Trabajo?
Los accidentes debidos a imprudencia temeraria del trabajador (art. 115.4b LGSS): se considera imprudencia temeraria cuando el accidentado ha actuado de manera contraria a las normas, instrucciones u órdenes dadas por el empresario de forma reiterada y notoria en materia de Seguridad e Higiene. Si coinciden riesgo manifiesto, innecesario y grave, la jurisprudencia viene entendiendo que existe imprudencia temeraria, si no será una imprudencia profesional.
Los debidos a fuerza mayor extraña al trabajo (art.115.4 a LGSS): es decir, cuando esta fuerza mayor sea de tal naturaleza que no guarde relación alguna con el trabajo que se realiza en el momento de sobrevenir al accidente. No constituyen supuestos de fuerza mayor extraña fenómenos como la insolación, el rayo y otros fenómenos análogos de la naturaleza.
Accidentes debidos a dolo del trabajador accidentado: se considera que existe dolo cuando el trabajador consciente, voluntaria y maliciosamente provoca un accidente para obtener prestaciones que se derivan de la contingencia (art. 115.4b LGSS).
La investigación de accidentes es una “técnica analítica” “a posteriori” que tiene como finalidad obtener la información más completa y precisa sobre las causas y circunstancias del accidente, mientras que el objetivo último es:
Evitar que sucedan en el futuro accidentes similares.
Descubrir nuevos peligros donde existan.
Conducir a la implantación de medidas correctoras.
Pero esta implantación de las medidas correctoras no se debe basar únicamente en una corrección puntual de los hechos próximos que han dado lugar a ese accidente. Se debe ir más allá y se deberá revisar el sistema de gestión de la prevención de riesgos laborales implantado, pues la existencia del accidente equivaldría a una no conformidad en el mismo, lo que daría origen a una revisión del sistema para detectar sus deficiencias y posibles orígenes de otros accidentes.
El Instituto Nacional de Seguridad e Higiene en el Trabajo publicó hace ya tiempo dentro del grupo de fichas de divulgación normativa, una referente a la «Comercialización de Maquinaria» que es de especial utilidad sobre todo a aquellos que trabajamos a diario con máquinas de cualquier tipo, porque cuando la Directiva de Máquinas que actualmente está vigente, cuando hablamos de máquinas no sólo hablamos de máquinas independientes sino también de conjuntos de máquinas, de equipos intercambiables, de componentes de seguridad, de accesorios de elevación, de cadenas, cables y cinchas o de dispositivos amovibles de transmisión mecánica.
El objetivo principal de la Directiva de Máquinas es la eliminación de las barreras a la libre circulación de máquinas en la Unión Europea, mediante la armonización de los requisitos esenciales de seguridad y saludaplicables a su diseño y construcción. En virtud del artículo 95 del Tratado constitutivo de la Comunidad Europea, dichos requisitos garantizan un nivel elevado de seguridad para las personas, en particular, para los trabajadores, ante los riesgos derivados de la utilización de máquinas.
Uno de los aspectos a destacar es que el fabricante debe ser capaz de probar que ha adoptado las medidas adecuadas para garantizar la seguridad de su máquina. De hecho, en muchos casos la Directiva incide más en la manera de trabajar del fabricante (diseño, desarrollo, construcción, documentación, relación con proveedores, etc.) que en el resultado final (el producto). Si el fabricante, sistemáticamente y de manera adecuada, tiene en cuenta la seguridad en todos los aspectos de la creación de su máquina, el resultado final debería ser una máquina segura. En el caso de que se produzca un accidente, la autoridad competente comprobará si el fabricante ha cumplido efectivamente los requisitos de la Directiva en el diseño y construcción de la máquina. El expediente técnico, que debe estar disponible antes de la puesta en el mercado, es el elemento de prueba más importante para demostrarlo.
Además es esencial que durante el diseño se realice la evaluación de los riesgos de la máquina. El proceso de evaluación debe estar documentado, junto con las decisiones adoptadas para reducir los riesgos. El fabricante debe ser capaz de demostrar que se han aplicado los principios de integración de la seguridad contenidos en el requisito esencial 1.1.2b del Anexo I de la Directiva de Máquinas y que la máquina cumple con todos los requisitos esenciales aplicables.
Recomiendo la lectura de esta ficha divulgativa porque aclara muchos aspectos que quizás no queden tan claros cuando se lee la Directiva de Máquinas. La podéis leer en este enlace:
Todo resguardo o dispositivo de protección que se instale en una máquina y/o equipo debe cumplir con los siguientes requisitos:
En cuanto a la seguridad, principalmente debe controlar y eliminar el riesgo e impedir el acceso a cualquier zona de peligro de la máquina durante su funcionamiento y/o su reparación.
Respecto a la producción, su diseño debe estar adaptado a la máquina y al trabajo específico que se realiza. No debe interferir en la producción ni en el mantenimiento de la máquina.
En referencia a la calidad de construcción, los resguardos deben ser partes integrantes de la máquina y formar con ella un sistema coherente. Deben ser construidos con un material resistente bajo condiciones de uso normal.
Los resguardos fijos quedarán sólidamente sujetos en su lugar
Su fijación estará garantizada por sistemas para cuya apertura se necesite utilizar herramientas.
Siempre que ello sea posible, no podrán permanecer en su puesto si carecen de sus medios de fijación.
2) Resguardos móviles.
A) Los resguardos móviles del tipo A:
siempre que ello sea posible, habrán de permanecer unidos a la máquina cuando sean abiertos.
estarán asociados a un dispositivo de enclavamiento que impida que los elementos móviles empiecen a funcionar mientras se pueda acceder a dichos elementos, y que provoque la parada cuando dejen de estar en posición de cierre.
B) Los resguardos móviles de tipo B estarán diseñados e integrados dentro del sistema de mando, de tal manera que:
sea imposible que los elementos móviles empiecen a funcionar mientras el operador pueda entrar en contacto con ellos.
la persona expuesta no pueda entrar en contacto con los elementos móviles que estén en movimiento.
para regularlos se precise una acción voluntaria, por ejemplo, utilización de una herramienta, de una llave, etc.
la ausencia o el fallo de uno de sus órganos impida la puesta en marcha o provoque la parada de los elementos móviles.
se garantice una protección con un obstáculo adecuado si hubiera peligro de proyección.
3) Resguardos regulables que restrinjan el acceso.
Los resguardos regulables que restrinjan el acceso a las partes de los elementos móviles estrictamente necesarias para el trabajo:
deberán poder regularse manualmente o automáticamente, según el tipo de trabajo que vaya a realizarse.
deberán poder regularse sin herramientas y fácilmente.
reducirán tanto como sea posible el riesgo de accidente por proyección.
En el caso de disposictivos de protección, éstos estarán diseñados e integrados dentro del sistema de mando, de tal manera que sea imposible que los elementos móviles empiecen a funcionar mientras el operador pueda entrar en contacto con ellos.
Además deberá cumplirse que :
la persona expuesta no pueda entrar en contacto con los elementos móviles que estén en movimiento.
para regularles se precise una acción voluntaria, por ejemplo, utilización de una herramienta, de una llave, etc.
la ausencia o el fallo de uno de sus componentes impida la puesta en marcha o provoque la parada de los elementos móviles.
El otro día, tomándome un café con un amigo, me comentaba que para el prevencionista que trabaja en su fábrica todo son componentes de seguridad, que sólo habla de eso, pero que nunca especifica concretamente a qué se refiere. Creo que la pregunta es clara:
¿Qué es realmente un componente de seguridad?
ElReal Decreto 56/1995, de 20 de enero, por el que se modifica el Real Decreto 1435/1992, relativo a las disposiciones de aplicación de la Directiva del Consejo 89/392/CEE, sobre máquinas define componente de seguridad tal que así:
A efectos del presente Real Decreto, se entenderá por componente de seguridad el componente que no constituya un equipo intercambiable, y que el fabricante, o su representante legalmente establecido en la Comunidad Europea, comercialice con el fin de garantizar, mediante su utilización, una función de seguridad y cuyo fallo o mal funcionamiento pone en peligro la seguridad o la salud de las personas expuestas.
Los «componentes de seguridad» para que sean considerados como tal deben cumplir lo siguiente:
Que sirva para desempeñar una función de seguridad.
Que se comercializa por separado.
Que un fallo y/o funcionamiento defectuoso del mismo no ponga en peligro la seguridad de las personas.
Que no sea necesario para el funcionamiento de la máquina o que, para el funcionamiento de la máquina, pueda ser reemplazado por componentes normales.
Una aspecto importante a destacar es que «los componentes de seguridad deben ir acompañados obligatoriamente de una marcado CE en el idioma del país donde se comercialice, ya que estos componentes se equiparan jurídicamente a una máquina»
Y como un ejemplo vale mucho más que la teoría, a continuación os incluyo un listado de lo que se considera «componente de seguridad» (la mayoría están recogidos en el Anexo 5 de la Directiva de Máquinas)
Dispositivos de protección diseñados para detectar la presencia de personas.
Resguardos para dispositivos amovibles de transmisión mecánica.
Resguardos móviles motorizados con dispositivo de enclavamiento diseñados para utilizarse como medida de protección en las máquinas consideradas.
Bloques lógicos para desempeñar funciones de seguridad en máquinas.
Válvulas con medios adicionales para la detección de fallos y utilizadas para el control de los movimientos peligrosos de las máquinas.
Resguardos y dispositivos de protección destinados a proteger a las personas contra elementos móviles implicados en el proceso en la máquina.
Dispositivos de parada de emergencia.
Sistemas de descarga para impedir la generación de cargas electrostáticas potencialmente peligrosas.
Limitadores de energía y dispositivos de descarga.
Sistemas y dispositivos para reducir la emisión de ruido y de vibraciones.
Cuando una compañía quiere evaluar su mantenimiento, tanto desde el punto de vista interno como externo, necesita contar con un conjunto común de indicadores predefinidos, que le permitan realizar comparaciones.
El Comité CEN de estandarización europeo, consciente de esta necesidad, puso en marcha una serie de grupos de trabajo a nivel internacional para diseñar y definir en conjunto indicadores que permitiesen medir el funcionamiento del mantenimiento en cualquier compañía.
El resultado de estos trabajos es la publicación del prEN 15341, un estándar global que refleja un conjunto de indicadores para la medida de funcionamiento de mantenimiento así como sus definiciones.
Algunos de estos indicadores son:
TASA DE FALLOS
Mide la fiabilidad del equipo. Es decir, la capacidad del equipo de mantenerse en condiciones óptimas de utilización en un tiempo determinado.
Z(t) = Número de Fallos / Duración de uso (h)
Como número de fallos no se incluyen los de carácter extrínseco (que no sean achacables directamente al equipo)
MTBF
Tiempo medio de fallos. Es la inversa de la tasa de fallos.
MTBF = ∑Tiempo bueno de funcionamiento / ∑Número de Fallos
MTTR
Tiempo medio de reparación. Es la media de todas las reparaciones realizadas a un equipo llevadas estas al mínimo posible. Es la inversa de la tasa de mantenibilidad.
MTTR = ∑Tiempo de fallos / ∑Número de Fallos
DISPONIBILIDAD
La disponibilidad es la relación entre el MTBF y el MTTR. Se define como la probabilidad de que un dispositivo analizado no se encuentre en una situación de reparación ni avería, es decir, que se encuentre en plenas condiciones de uso.
Disponibilidad = MTBF / (MTBF + MTTR)
Para mejorar el ratio de disponibilidad será necesario:
*Aumentar el valor del MTBF, disminuyendo el número de fallos a través de un buen diseño, de una buena política de mantenimiento preventivo.
* Disminuir el MTTR, mejorando el tiempo de reparación en caso de fallo a través de un bueno diseño, de un buen sistema de diagnóstico, de buenos medios para las reparaciones, de personal cualificado, entre otros.
Mantener una máquina parada mientras haya personas en zonas peligrosas es uno de los aspectos más importantes a considerar en el diseño de una máquina.
La elevada automatización de las máquinas que actualmente se comercializan ha hecho que los prevencionistas (y diseñadores) deban prestar más atención a la potencialidad de la puesta en marcha intempestiva de una máquina ya sea por error técnico y en muchos casos, por error humano. Por eso es uno de los riesgos que deben considerarse en la evaluación de riesgos correspondiente.
Pero, comencemos por el principio:
¿Qué es una puesta en marcha intempestiva?
Es cualquier puesta en marcha debida a :
una orden de puesta en marcha como resultado de una fallo interno de un sistema de mando o de una influencia externa sobre dicho sistema
una orden de puesta en marcha generada por una acción humana inoportuna sobre un órgano de accionamiento de puesta en marcha o sobre otros elementos de la máquina como por ejemplo, un detector o un elemento de mando del circuito de potencia.
el restablecimiento de la alimentación de energía después de una interrupción.
influencias externas / internas (gravedad, viento, autoencendido en los motores de combuestión interna…) sobre elementos de la máquina.
¿Cómo debemos proteger al trabajador en estos casos? ¿Qué modificaciones técnicas tengo que aplicar a la máquina para evitar estos arranques?
Una de las soluciones más usada en la industria es la consignación de equipos o LO-TO (Lock Out – Tag Out). Se trata de una medida en la que el trabajador utiliza unos dispositivos especialmente diseñados para bloquear los elementos de accionamiento de los equipos. El bloqueo se materializa cuando el trabajador canda el dispositivo con un candado cuyo control será único y exclusivo de él. Ningún otro trabajador podrá desbloquear el equipo.
Además de esta medida, hay otras medidas, distintas de la consignación, que también habría considerar, como son los enclavamientos asociados al sistema de mando.
En diferentes niveles de la máquina se introducen, separadamente o combinadas, órdenes de parada mantenidas. Estas órdenes de parada pueden ser generadas por dispositivos que ordenan la parada o por dispositivos de protección. Además de las órdenes de parada mantenidas, o en lugar de ellas, se puede utilizar una separación mecánica o la inmovilización de las partes móviles.
Si nos fijamos en el esquema siguiente, una orden accidental de puesta en marcha no sucederá si es generada por un componente de la máquina situado por encima del nivel A, B o C en el que se ha introducido la orden de parada mantenida, o si se ha aplicado una separación mecánica de nivel D o una inmovilización de las partes móviles de nivel E.
Para mayor información, consultar la norma UNE-EN 1037:1995 +A1:2008 Seguridad en Máquinas: «Prevención de una Puesta en Marcha Intempestiva»
Hace algunos meses asistí a un curso sobre atmóferas explosivas. La verdad es que sabía bien poco sobre este tema, y fue la razón por la que decidí ponerme al día en esta materia, que para sorpresa de muchos, está muy presente en el día a día de cualquier industria, independientemente del sector al que se dedique.
Como se trata de un tema extremadamente amplio, para no saturar a nadie, lo mejor es hacerlo en varias entradas. En esta primera se intentará introducir al lector en los conceptos básicos y en la normativa aplicable en España.
Una atmósfera explosiva es una mezcla con aire, en condiciones atmosféricas, de sustancias inflamables en forma de gases, vapores, nieblas o polvos, en la que después de una ignición, la combustión se puede propagar hacia la mezcla no quemada.
El término no es aplicable cuando el riesgo de explosión proviene de sustancias inestables, como explosivos y sustancias pirotécnicas, o cuando la mezcla explosiva está fuera de lo que se entiende como condiciones atmosféricas normales, por lo que excluye a los procesos en condiciones hiperbáricas.
Para que se produzca una explosión deben coincidir la atmósfera explosiva y un foco de ignición. Esto requiere la existencia de una sustancia combustible (gas, vapor, niebla o polvo), y de un oxidante (aire) en un intervalo de concentración determinado, y al mismo tiempo la presencia de una fuente energética capaz de iniciar la reacción.
En un emplazamiento con una atmósfera explosiva hay que tener en cuenta dos aspectos distintos:
Los equipos que van a ser instalados en dicha zona y que deben ser seguros y no susceptibles de iniciar una explosión.
La forma en la que se trabaja en dicha zona peligrosa.
La normativa que regula la prevención de riesgos en Atmósferas Explosivas es la siguiente:
Real Decreto 400/1996 relativo a los aparatos y sistemas de protección para uso en atmósferas potencialmente explosivas (Trasposición de la Directiva 94/9/CE)
Real Decreto 681/2003 sobre protección de la salud y seguridad de los trabajadores expuestos a los riesgos derivados de la presencia de atmósferas explosivas en el lugar de trabajo (Trasposición de la Directiva 99/92/CE)
La Ley 31/1995 de Prevención de Riesgos Laborales determina el cuerpo básico de garantías y responsabilidades para una adecuada protección de la salud de los trabajadores en el lugar de trabajo, dejando al desarrollo de normas reglamentarias la fijación de las medidas mínimas para la adecuada protección (Art. 43 Ley 31/1995 LPRL)
A parte de esta normativa, habrá que tenerse en cuenta la legislación específica para el caso concreto. Por ejemplo, en el caso particular de instalaciones petrolíferas, deberá considerarse el RD2085/1994, modificado por el RD1523/1999, que establece el reglamento aplicable a los diferentes tipos de instalaciones petrolíferas, así como sus insrucciones técnicas complementarias.
Para saber la legislación en materia de seguridad industrial aplicable a cada caso, podéis consultar la web del MºIndustria.
Y en próximas entradas, más información sobre ATEX.